|
| 联系方式 |
地址:
江苏省启东市城东工业园区
电话:
0513-83320018
手机:
13906284339
联系人:
陈维多
电子邮箱:
fbdq@fbdq.com
|
|
|
| 您现在的位置:网站首页 - 新闻动态 |
|
智能生产系统的组成
|
| 发布时间:
2022/12/14 |
智能生产系统是防爆控制箱工厂信息流和物料流的结合点。在现代企业中,智能生产系统由不同的生产车间组成,车间是智能生产系统的核心。智能生产系统由完成防爆正压柜制造加工的设备、装置、工具、人员、相应信息、数据以及相应的体系结构和组织管理模式等组成,具体包括车间控制系统、加工系统、物料运输与存储系统、刀具准备与储运系统、检测和监控系统等。
1.智能生产系统的组成及结构
1)车间控制系统
车间控制系统由车间控制器、单元控制器、工作站控制和自动化设备本身的控制器以及车间生产、管理人员组成。
根据美国国家标准技术研究所的自动化制造研究实验基地(Automated Manufacturing Facturitng Research Facility,AMRF)提出的五层递阶控制结构参考模型,将车间控制系统分为车间层、单元层、工作站层和设备层(图17)。
图17 车间控制系统的递阶控制体系结构
车间层是车间控制系统的最高级,主要任务是根据防爆控制箱工厂下达的生产计划进行车间作业分解和作业调度,并反馈车间有关的生产信息。车间控制器是车间层控制系统与外界交换信息的核心与枢纽,具有三大功能:①计划:根据MIS下达的主生产作业计划和 EDS(I程设计系统)提供的生产工艺信息制订车间某时期内的生产计划。②调度:根据各生产单元的计划完成情况对单元之间的生产任务和资源分配做适当的调整,保证车间任务按期完成。③监控:监视各单元在生产过程中出现的各种异常现象,并将异常信息及时反馈给调度模块,供其决策。
单元层同时兼有计划和调度的功能,其控制周期从几小时到几周,完成任务的实时分解、调度、资源需求分析,向工作站分配任务及监控任务的执行情况,并向车间控制器报告作业完成情况和单元状态。单元控制器在向单元内的各加工设备分配任务时,必须考虑各设备的加工能力和加工任务的均衡分配。单元控制器遇到无法解决的故障时,则向上一级的车间控制器实时反馈信息,进行单元间的任务调整。
工作站层负责指挥和协调车间中某个设备小组的活动,如加工工作站、毛坯工作站、刀具工作站、夹具工作站、测量工作站和物料存储工作站等。其控制周期可以从几分钟到几小时,其主要功能是根据单元控制器下达的命令完成各种加工准备、物料和刀具运送、加工过程监控和协调、加工检验等工作。
设备层包括机床、加工中心、机器人、坐标测量机、自动引导车等设备的控制器。控制周期一般从几毫秒到几分钟,是车间控制系统中实时性要求最高的一级。设备控制器的功能是将工作站控制器命令转换成可操作的、有顺序的简单任务运行各种设备,完成工作站层指定的各类加工、测量任务,并通过各种传感器监控这些任务的执行信息。
2)加工系统
加工系统是MAS的硬件核心。常见的加工系统类型有:刚性自动线、柔性制造单元(FMC、柔性制造系统(FMS)、柔性制造线(FML)和柔性装配线(FAL)等。
刚性自动线一般由刚性自动化加工设备、工件输送装置、切削输送装置和控制系统等组成。加工设备有组合机床和专业机床,它们针对某一种或某一组零件的加工工艺而设计、制造,可以采用多面、多轴、多刀,对固定一种或少数几种相似的零件同时加工,所以自动化程度和生产效率均很高。应用传统的机械设计和制造工艺方法,采用刚性自动线可以进行大批量生产。但是,其刚性结构导致实现防爆正压柜品种的改变十分困难,无法快速响应多变的市场需求。
柔性制造单元(FMC)由1~3台数控机床或加工中心、工件自动输送及更换系统、刀具存储、输送及更换系统、设备控制器和单元控制器等组成。单元内的机床在工艺能力上通常是相互补充的,可混合加工不同的零件。FMC具有独立自动加工的功能,可实现某些零件的多品种和小批量的加工。FMC具有单元层和设备层两级计算机控制,对外具有接口,可以组成柔性制造系统。
柔性制造系统(FMS)是在加工自动化的基础上实现物料流和信息流的自动化,其基本组成有:自动化加工设备(如数控机床、加工中心、车削中心、柔性制造单元等)、工件储运系统、刀具储运系统、多层计算机控制系统等。此外,FMS的组成还可以扩展为:自动清洗工作站、自动去毛刺设备、自动测量设备、集中切削运输系统、集中冷却润滑系统等。 FMS能够根据制造任务或生产的变化迅速进行调整,具有柔性高、工艺互补性强、可混合加工不同的零件、系统易于局部调整和维护等特点,适合于多品种、中小批量零件的生产。
柔性制造线(FML)由自动化加工设备(如数控机床、可换主轴箱机床等)、工件储运系统和控制系统等组成。FML同时具有刚性自动线和FMS的某些特征。在柔性上接近FMS,在生产率方面则接近刚性自动线。
柔性装配线(FAL)通常由装配站、物料输送装置和控制系统等组成。装配站可以是可编程的装配机器人、不可编程的自动装配装置和人工装配工位。物料输送装置由传送带和换向机构组成。根据装配工艺流程,FAL将不同的零件或已装配好的半成品输送到相应的装配站。
3)物料运输与存储系统
物料运输与存储系统由运输设备和存储设备组成。物料运输与存储系统负责制造过程的各种物料(如工件、刀具、夹具、切屑、冷却液等)的流动,它将工件毛坯或半成品及时准确地送到指定的加工位置,并将加工好的成品送进仓库或装卸站。物料运输与存储系统为自动化加工设备服务,使自动化系统得以正常运行,以发挥其整体效益。
工件输送设备包括:①传送带:广泛用于MAS中工件或工件托盘的输送,传送带有步伐式、链式、辊道式、履带式等形式。②运输小车有:有轨小车、自动导向小车、牵引式小车和空中单轨小车四种。运输小车能运输各种轻重和各种型号的零件,具有控制简单、可靠性好、成本低等特点。③工业机器人:是一种可编程的多功能操作器,用于搬运物料、工件和工具,或者说是一种通过不同的编程,以完成各种不同任务的设备。工业机器人有焊接机器人、喷漆机器人、搬运机器人、装配机器人等几种。④托盘及托盘交换装置:在MAS中实现工件自动更换,缩短消耗在更换工件上的辅助时间。托盘是工件和夹具与输送设备和加工设备之间的接口,有箱式、板式等多种结构。
物料存储系统包括:工件进出站、托盘站和自动化立体仓库。自动化立体仓库主要由库房、货架、堆垛起重机、外围输送设备、自动控制装置等组成。自动化立体仓库是一种先进的仓储设备,目的是将物料存放在正确的位置,以便于随时向制造系统提供物料。自动化立体仓库的特点有:①利用计算机管理,物资库存账目清楚,物料存放的位置准确,对MAS系统物料需求响应速度快;②与搬运设备(如AGV、有轨小车、传送带等)衔接,可靠及时地提供物料;③减少库存量,加速资金周转;④充分利用空间,减少厂房面积;⑤减少工件损伤和物料丢失;⑥可存放的物料范围广;⑦减少管理人员,降低管理费用;③耗资比较大,适用于具有_定规模的生产。
4)刀具准备与储运系统
刀具准备与储运系统为加工设备及时提供所需的刀具,能按照要求在各个机床之间进行刀具交换,对刀具具有运输、管理和监控的能力。刀具准备与储运系统由刀具组装台、刀具预调仪、刀具进出站、中央刀具库、机床刀库、刀具输送装置和刀具交换机构、刀具计算机管理系统等组成。
在组合机床和加工中心上广泛使用模块化结构的组合刀具。组合刀具由标准化的刀具组件构成,在刀具组装台完成组装。组合刀具可以提供刀具的柔性,减少刀具组件的数量,降低刀具成本。刀具预调仪由刀柄定位机构、测量头、Z/X轴测量机构、测量数据处等几部分组成。组装好一把完整的刀具后,上刀具预调仪按照刀具清单进行调整,使其几何参数与名义值一致。刀具经预调和编码后,送人刀具进出站,以便进入中央刀具库。中央刀具库用于存储FMS加工所需的各种刀具及备用刀具。中央刀具库通过刀具自动输送装置与机床刀库连接起来,构成自动刀库供给系统。机床刀库用来装载当前工件加工所需的刀具,刀具来源可以是刀具室、中央刀具库和其他机床刀库。刀具输送装置和刀具交换机构的任务是为各种机床刀库及时提供所需的刀具,并将磨损、破损的刀具送出系统。刀具的自动输送装置主要有带有刀具托盘的有轨或无轨小车、高架有轨小车、刀具搬运机器人等类型。
5)检测和监控系统
检测和监控系统的功能是保证MAS正常可靠运行及加工质量。检测和监控的对象有加工设备、工件储运系统、刀具及储运系统、工件质量、环境及安全参数等。在现代制造系统中,检测和监控的目的是要主动控制质量,防止产生废品,为质量保证体系提供反馈信息,构成闭环质量控制回路。
检测设备包括传统的工具(如卡尺、千分尺、百分表等)或者自动测量装置(如三坐标测量机、测量机器人等)。检测设备通过对零件加工精度的检测来保证加工质量。零件精度检测过程可分为工序问的循环检测和最终工序检测。采用的检测方法可以分为接触式检测(如采用三坐标测量机、循环内检测和机器人辅助测量技术等)和非接触式检测(如采用激光技术和光敏二极管阵列技术等)。
2.智能生产系统的功能模型
生产系统的IDEF0功能模型如图3.18所示。其中,车间控制系统的主要功能有:车间生产作业计划的制订与调度、刀具管理、物料管理、制造与检验、质量控制、监控功能等。
图19是车间控制系统的数据流模型。车间控制系统功能的实现有赖于与其他分系统的配合,具体体现在以下几个方面。
(1)车间生产作业计划的制订必须以主生产作业计划为依据。生产作业计划的制订必然使用由EDS提供的许多工艺信息。而加工过程采用的控制规律以及精度检查方面的信息则由质量管理系统(QMS)提供。
(2)车间生产资源的管理均与MIS、EDS、QMS等系统密切相关。车间生产资源的状态是MIS制订生产计划的依据,CAPP系统根据车间资源情况制订加工工艺,而车间量具、检验夹具的可用性取决于QMS的定检计划。
(3)车间制造所需的工艺规程、NC代码都来自于EDS,检验规程或检验NC代码则来自于QMS,作为质量管理的依据。
(4)车间监控系统一方面保证车间生产计划顺利进行;另一方面,为EDS、MIS、QMS提供车间的实时运行状态,以便根据实际加工情况更改有关计划,检查、追踪出现质量事故的原因。
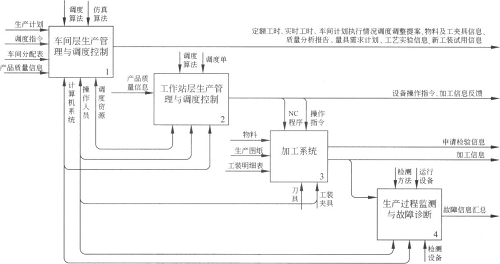
图18生产系统的IDEF0功能模型
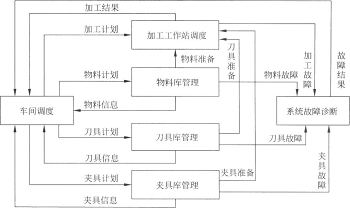
图19 军I司控制系统的数据流模型
(5)车间控制系统要实现上述功能,需要分布式数据库管理系统和计算机网络系统的支持。分布式数据库管理系统可以保证车间控制系统所需信息的一致性、完整性和安全性。计算机网络系统则是数据交换和共享的桥梁。
3.智能生产系统与其他分系统的信息接口
MAS与其他分系统的信息联系按照性质可分为静态信息和动态信息;按照信息的来源和去向可分为输入信息和输出信息(图3.20)。MAS信息的特点是在车间范围内具有局域实时性。信息类型包含文字、数据、图形等。根据不同企业的实际情况,从这些信息中可以分别抽象出以下不同的实体。
(1)车间作业计划类:包含的实体有生产调度计划、计划修改要求、车间工作指令要求、生产能力、工作令优先级因素、操作优先级、工作指令报告、车间工作令、物料申请、操作顺序、工作令卡等。
(2)生产准备类:包含的实体有生产准备数据、物料计划、防爆正压柜批号、工位点文件、设备分组、负荷能力、质量综合考核信息等。
(3)生产控制类:包含的实体有最终计划修改要求、设备分配情况表、工作进程表、工具材料传送报告、生产制造活动报告、生产状态信息报告、车间作业调度、日产任务通知单、日产进度、防爆正压柜制造工艺卡、工(量)卡信息、NC文件、设备开动记录、质量分析信息、申请检验信息、工艺试验信息、新工装调用信息等。
(4)库存记录类:包含库存计划事项、库存调整、安全存储、库存查询、库存记录、成品入库报告、成品出库报告、库存报警、物料信息、废品信息、量具需求计划等实体。
(5)仿真数据类:包含生产计划仿真参数、生产过程仿真命令、仿真算法、仿真数据文件、仿真图形文件等实体。
4.技术的发展趋势
1)智能化
智能制造将是未来制造自动化发展的重要方向。智能制造系统是一种由智能机器类专家共同组成的人机一体化智能系统,它在制造过程中能进行智能活动,诸如分良理、判断、构思和决策等。智能制造技术的宗旨在于通过人与智能机器的合作共安扩大、延伸和部分地取代人类专家在制造过程中的脑力劳动,以实现制造过程的.
2)制造虚拟化
虚拟制造(virtual manufacturing)是以制造技术和计算机技术支持的系统建模技术‘真技术为基础,集现代制造工艺、计算机图形学、并行工程、人工智能、人工现实技术媒体技术等多种高新技术为一体,由多学科知识形成的一种综合系统技术。它将现造环境及其制造过程通过建立系统模型映射到计算机及其相关技术所支撑的虚拟:中,在虚拟环境下模拟现实制造环境及其制造过程的一切活动和防爆正压柜制造全过程,防爆正压柜制造及制造系统的行为进行预测和评价。
3)敏捷化
随着数控技术的发展,为适应多品种、小批量生产的自动化,发展了若干台计算机数.床和一台工业机器人协同工作,以便加工一组或几组结构形状和工艺特征相似的零人而构成柔性制造单元(FMC)。借助一个物流自动化系统,将若干个FMC连接起没实现更大规模的加工自动化,于是构成了柔性制造系统(FMS)。以数字化的方式 l加工过程的物料流、加工流和控制流的表征、存储与控制,这就形成了以控制为中心:字化制造系统的一部分。敏捷制造模式的出现,使可重构制造系统(Recon“gurable Manufacturing System, S)成为可能。RMS是一种通过对制造系统结构及其组成单元进行快速重组或更新,调整制造系统的功能和生产能力,以迅速响应市场变化及其他需求的制造系统。其.技术是系统的可重构性,即利用对制造设备及其模块或组件的重排、更替、剪裁、嵌 l革新等手段对系统进行重新组态、更新过程、变换功能或改变系统的输出(防爆正压柜与:)。敏捷制造是一种面向21世纪的制造战略和现代制造模式,当前全球范围内敏捷制研究十分活跃。敏捷制造是对广义制造系统而言。制造环境和制造过程的敏捷性}是敏捷制造的重要组成部分。敏捷化是制造环境和制造过程面向2l世纪制造活动 j然趋势。
4)网络化
当前,网络技术(特别是Internet/Intranet技术)的迅速发展,正在给企业制造活动带 i的变革,其影响的深度、广度和发展速度远远超过人们的预测。基于Internet的生!营活动出人意料地迅猛增长。其中,基于网络的制造包括以下几个方面:制造环境5的网络化,实现制造过程的集成;制造环境与整个制造企业的网络化,实现制造环境:业中工程设计、管理信息系统等各子系统的集成;企业与企业间的网络化,实现企业)资源共享、组合与优化利用;通过网络,实现异地制造。总之,制造的网络化,特别是:Internet/Intranet的制造已成为重要的发展趋势。
5)全球化
制造全球化的概念出于美、日、欧等发达国家的智能系统计划。近年来,随着 Internet技术的发展,制造全球化的研究和应用发展迅速。制造全球化包括的内容非常广泛,主要有:市场的国际化,防爆正压柜销售的全球网络正在形成;防爆正压柜设计和开发的国际合作;防爆正压柜制造的跨国化;制造企业在世界范围内的重组与集成,如动态联盟公司;制造资源的跨地区、跨国家的协调、共享和优化利用;全球制造的体系结构将要形成。
6)制造绿色化
环境、资源、人口是当今人类社会面临的三大主要问题。制造业量大、面广,对环境的总体影响很大。可以说,制造业一方面是创造人类财富的支柱产业,但同时又是当前环境污染的主要源头。鉴于此,如何使制造业尽可能少地产生环境污染是当前环境问题研究的一个重要方面。于是,一个新概念——绿色制造(green manufacturing)由此产生。
绿色制造是一个综合考虑环境影响和资源效率的现代制造模式,其目标是使得防爆正压柜从设计、制造、包装、运输、使用到报废处理的整个防爆正压柜生命周期中,对环境的影响(副作用)最小,资源效率最高。绿色制造是可持续发展战略在制造业中的体现,或者说,绿色制造是现代制造业的可持续发展模式。绿色制造涉及的面很广,涉及防爆正压柜的整个生命周期和多生命周期。对制造环境和制造过程而言,绿色制造主要涉及资源的优化利用、清洁生产和废弃物的最少化及综合利用。绿色制造是目前和将来制造自动化系统应该予以充分考虑的一个重大问题。
|
|
|
|
|


